
Last Updated on October 22, 2023 by Kevin Chen

The first arc welding technology was invented in the nineteenth century, and it became popular in shipbuilding during World War II. It is still an important process for automotive and steel structure manufacturing today. This is one of the most well-known welding techniques for combining metals in industry.
The junction is made by melting the metal with the help of electricity in this sort of welding. As a result, it is known as an electric arc. The fundamental advantage of this welding is that it is simple to create a high temperature for welding. The arc welding temperature range will be 6 to 7 degrees Celsius. An overview of electric arc welding is presented in this article.
Understanding the Basics of Arc Welding
Welding is not limited to arc welding. A high-powered torch, for example, is used to melt the workpiece, and a metal welding rod is used to fuse the metals in torch welding. However, this is a rather unusual welding technique today.
However, because arc welding is the most prevalent sort of welding, we’ll focus on it in this guide. The fundamentals are straightforward. A high-powered electrical “arc” is used in arc welding to melt a metal workpiece grounded in the welding machine and an electrode grounded in the welding machine.
When an electric current “jumps” and runs through the air between two conductors, it is called electrical arcing. In this case, the metal workpiece and the electrode receive a powerful electrical current from the welding equipment.
This arc heats the metal to a very high temperature, melting both the electrode and the metal it’s touching and forming a weld pool between the two metals. Let’s look at this method and how an arc welding machine works right now.
Step-by-Step Instructions for Using an Arc Welding Machine
Are you ready to learn more? Here’s a step-by-step guide on how to use an arc welding machine.
Setting Up the Machine
The welding machine must first be set up. Various controls can be utilized to alter the machine’s power and operation. To properly set up an arc welder, it’s critical to read the manufacturer’s handbook thoroughly.
Grounding the Welding Material
When the welder is ready to start welding, they will secure the metal workpiece with a ground clamp. This connects to the welding machine directly. This is necessary because it completes the electrical circuit that will produce the arc that will unite the two pieces of metal.
An electrode lead is placed against the welding material.
When the welder is ready, they will place a highly conductive electrode on the welding material and turn on the equipment, which will send an electrical current through the workpiece. Depending on the arc welding method, the electrode may be a stick electrode or a piece of wire fed through a welding “gun.”
Forming the Electrical Arc
An electrical arc emerges when the electrode is pushed slightly away from the metal workpiece, often by 2 to 4 millimeters. This incredibly hot arc immediately melts the metal workpiece and the electrode.
Melting the metals and Joining them together
The metal workpiece and electrode will continue to melt together after the arc has been produced, generating a “weld pool.” This is a puddle of molten metal that will be used to fuse the two metals.
Protecting the Metal with Shielding Gas
At high temperatures, oxygen and other gasses in the atmosphere react with the metal in the weld pool, causing flaws that degrade the metal joint’s integrity.
To prevent this, a shielding gas such as argon, helium, or carbon dioxide is used. The electrode may be covered with “flux,” a substance that emits shielding gas as it melts, or shielding gas may be pushed through the welding tool from specific storage tanks utilized by the welding machine, depending on the type of welding. This maintains the joint’s integrity and stability, preventing degeneration due to gas breakdown in the atmosphere.
Circuit Diagram
Heat can be generated in the Arc welding process by striking an electric arc between an electrode and the workpiece. A bright electrical discharge between two electrodes using ionized gas is known as an electric arc.
Any arc welding process relies on an electric circuit consisting of several components, including a power supply, a workpiece, a welding electrode, and electric cables connecting the electrode and workpiece to the power supply.
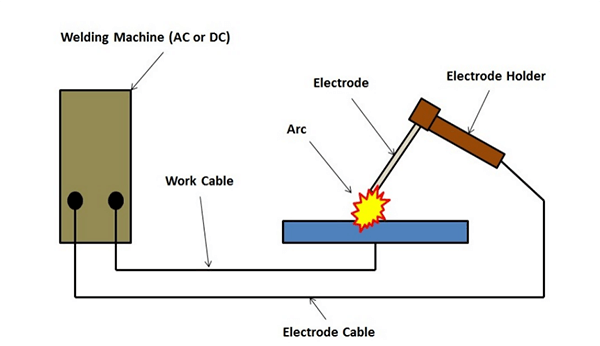
Electric arc winding circuits can be created by an electric arc between the electrode and the workpiece. The arc’s temperature can reach 5500°C (10000°F), which is hot enough to fuse the workpiece’s edges.
The arc can be shifted through the joint line once a long join is required. Once the back edge of the pool hardens to form the joint, the front edge weld pool dissolves the welded surface.
When filler metal is required for improved bonding, the wire can be utilized outside the material delivered to the arc zone, where it dissolves and loads the weld pool. The chemical composition of filler metal is connected to that of the workpiece.
Chemically active molten metal reacts with the surrounding environment in the weld pool. As a result, the weld may get contaminated with oxide or nitride inclusions, causing it to lose its mechanical qualities. Neutral shielding gasses such as helium and argon and shielding fluxes can protect the weld pool from contamination. Weld zone shields can be applied to the electrode in a flux coating or other methods.
Types of Arc Welding
Plasma Arc Welding
GTAW, or gas tungsten welding, is analogous to plasma arc welding (PAW). The arc will form between the workpiece and the tungsten electrode in this type of welding operation. Plasma arc welding differs from gas tungsten welding in that the electrode is contained within the torch in plasma arc welding. It is possible to heat the gas to 30000oF and convert it to plasma to attack the welding site.
Metal Arc Welding
Metal arc welding (MAW) is primarily done using a metal electrode. Depending on the application, this metal electrode could be consumable or non-consumable. The majority of the spent consumable electrodes can be covered with flux, and the fundamental advantage of this welding procedure is that it requires lower temperatures than others.
Carbon Arc Welding
In the carbon arc welding (CAW) method, the metal joint is welded using a carbon rod as an electrode in the carbon arc welding (CAW) method. This is the oldest type of arc welding, and it requires a high current and low voltage to generate the arc. Twin carbon arc welding is when an arc is created between two carbon electrodes in specific instances.
Gas Tungsten Arc Welding
Tungsten inert gas welding (GTAW) is another name for gas tungsten arc welding (TIGWIn this welding method, a non-consumable tungsten electrode can be employed to weld the material. Argon, helium, and other gasses can be utilized to encase the electrode used in this welding. These gasses will protect the weld area from oxidation. Welding thin sheets with this method is possible.
Gas Metal Arc Welding
Metal inert gas welding is another name for GMAW (MIGW). It uses a new metal electrode shielded by helium, argon, and other gasses.
These gasses prevent oxidation and produce numerous layers of welding material. A filler wire can be fed continuously when utilizing a non-consumable metal electrode to fuse the metal.
Submerged Arc Welding
Submerged arc welding (SAW) can be used extensively within an automatic welding method. A granular layer of flux submerges an electrode in this welding method, and this flux can be an electric conductor that does not interfere with the electric supply. The solid flux layer protects the molten metal from ultraviolet radiation and the environment.
SMAW – Shielded Metal Arc Welding
The word “Shielded Metal Arc Welding” (SMAW) stands for “Shielded Metal Arc Welding,” which is also known as stick welding, flux shielded arc welding, or manual metal arc welding (MMA/MMAW), among other terms. This sort of welding is done when an arc is produced between the workpiece and the metal rod. As a result, these surfaces can disintegrate and form a weld pool.
When the flux layer melts quickly on the rod, slag and gas form to shield the weld pool from the environment, this is a versatile way of linking ferrous and non-ferrous elements through a thick material in any location.
FCAW (Flux Cored Arc Welding)
Shielded metal arc welding is an alternative to this type of welding. This flux-cored arc welding uses an electrode and a steady voltage power supply to ensure a consistent arc length. This approach works by using a shielding gas or the gas created by the flux to provide infection protection.
ESW (Electro-Slag Welding)
Heat is generated by current and passed between the filler metal and the workpiece via a molten slag to the weld’s surface. The gap between the two workpieces is filled by welding flux in this case. This sort of welding can be started by creating an arc between the electrode and the workpiece.
The arc produces enough heat to melt the fluxing powder and turn it into molten slag. Because of the heat generated by the electric current, the slag contains less electric conductivity and can be kept in a liquid state. The slag reaches a temperature of 3500°F, which is sufficient for melting the workpiece’s edges and the consumable electrode. Droplets of metal will fall into the weld pool, connecting the workpieces. Steel is the most used material for this type of welding.
Arc Stud Welding
This welding method is incredibly dependable and may be employed in various situations. This approach is used for welding any size of metal to a workpiece with the greatest weld penetration.
This welding technique can produce robust, single-sided welds over base metals with a thickness of 0.048 inches. A DC power supply, metal fasteners, ferrules, and a stud welding gun can be used to create this arc. Three typical welding processes are utilized: drawn arc, short arc stud, and gas arc stud welding.
The drew arc method uses fixed flux within the stud to clean the metal surface during welding. The flux can be evaporated during arcing and responds to contaminating materials in the environment to keep the weld zone clean.
The short arc method is similar to the drawn arc method, and only it does not use a flux load. As a result, this method provides the quickest welding times for all the arc stud welding procedures. The gas arc stud method uses static shielding gas and does not require a ferrule or flux, making it easier to automate.
Equipment Required for Electric Arc Welding
For electric arc welding, the following equipment is required:
Welding Machine
A.C. or D.C. welding machines are also acceptable options. A step-down transformer in the A.C. welding equipment reduces the input voltage from 220-440V to 80-100V. A D.C. WELDING MACHINE MAKES UP an A.C. motor-generator set, a diesel/petrol engine-generator set, or a transformer-rectifier welding set.
A.C. machines typically use a 50 or 60-hertz power source. The efficiency of an A.C. welding transformer varies between 80% and 85%. A.C. welding uses 3 to 4 kWh per kilogram of deposited metal, while D.C. welding uses 6 to 10 kWh. A.C. welding machines have a power factor of 0.3 to 0.4, whereas D.C. welding machines have a power factor of 0.6 to 0.7. The voltage and current used by the welding machine are shown in Table 7.9.
Electrode Holders
The electrode holder’s job is to keep the electrode at the right angle. Depending on the ampere rating, these come in various sizes, ranging from 50 to 500 amperes.
Cables or Leads
The purpose of cables or leads is to transport electricity from the machine to the work area. These are constructed of copper or aluminum and are flexible. The cables are made up of 900 to 2000 very tiny wires that have been twisted together to increase flexibility and strength.
A rubber covering, a reinforced fiber covering, and a strong rubber coating further insulate the wires.
Cable Connectors and Lugs
Cable connectors link the machine switches to the welding electrode holder. Mechanical connectors are employed because they are simple to put together and take apart. The current capacity of the cables is taken into consideration when designing connectors.
Chipping Hammer
After the weld metal has been set, the chipping hammer is used to remove the slag. It features a chisel-like form and one pointed end.
Wire Brush, Power Wire Wheel
After chipping with a chipping hammer, the wire brush is used to remove the slag particles. If a power wire wheel is available, it is sometimes utilized instead of a manual wire brush.
Protective Clothing
Protective clothing protects the welder’s hands and clothing from heat, sparks, ultraviolet, and infrared rays. Leather aprons, caps, leather hand gloves, leather sleeves, and other protective items are worn. The welder is required to wear high ankle leather shoes.
Screen or Face Shield
The purpose of the screen and face shield is to protect the welder’s eyes and face from the dangerous ultraviolet and infrared radiation generated during welding. A head helmet or a hand helmet can provide protection.
The Advantages and Disadvantages of Arc Welding
For over 200 years, arc welding has been used. Construction, shipbuilding, and airplanes have all employed it. Arc welding has recently made its way into smaller sectors.
Nowadays, even enthusiasts and homeowners may utilize an arc welder.
This long history highlights the value of arc welding in various situations. Here are some of the reasons for its widespread use and some of the drawbacks that come with it.
The Advantages of Arc Welding
- Effective welding of various ferrous and non-ferrous metals
- Quick welding of huge pieces of work
- Ability to conduct accurate welds if needed
- Welding might be done indoors or on-site
- The join retains the welded materials’ essential qualities
- The shielding keeps the weld clean and free of corrosive elements
- It can weld two non-compatible metals
- It can weld underwater or extremely big pipes
It’s hard to believe that arc welding could have any shortcomings after all these benefits.
The Disadvantages of Arc Welding
- Arc welding is powerful. Thus, it’s not good for welding thin sheet metal
- It consumes a lot of resources compared to other forms of welding.
- The machines are a little difficult and require some expertise to operate.
- An arc welding workshop’s basic setup could be pricey.
Frequently Asked Questions (FAQ)
What Is Stick Welding? (Shielded Metal Arc Welding)
Metal Arc with Shield Stick welding is a cycle that uses a cathode (welding bar) to carry the electric current and provide the majority of the welded metal. The terminal consists of a transition-covered central wire. When the energized circuit and the cathode tip contact the workpiece and are removed, a circular electric segment is formed across the hole, creating temperatures of around 6500°F.
This heat liquefies the base metal and the cathode, resulting in a weld. During this cycle, a vaporous shield generated by the transition covering degrading protects the liquid metal from oxides and nitrides in the air. Slag is applied to the completed weld by the cathode.
What Is TIG Welding? (Gas Tungsten Arc Welding)
Arc of Tungsten Gas TIG or Heliarc welding is a welding process that uses a non-consumable tungsten anode to heat the base metal and create a liquid weld puddle. By softening two pieces of metal together, an autogenous (no filler metal) weld can be created. An outside filler bar can be inserted into the liquid puddle to produce the weld dot and increase mechanical qualities.
Like the GMAW cycle, the liquid weld puddle should be shielded by an external gas source. Argon is the most commonly used shielding gas. However, argon/helium mixtures can be utilized on large aluminum pieces. Most composites can be welded with GTAW.
What Is MIG Welding? (Gas Metal Arc Welding)
Gas Metal Arc Welding, also known as MIG welding, is a process that involves passing a constantly monitored, strong wire anode via a welding “firearm.” The administrator pulls the trigger on the welding weapon, which disposes the cathode consumable. Electric circular segment structures form between the cathode and the base material, which warms the base material and causes it to soften and connect.
A remotely provided protective gas shields the liquid weld metal from oxides and nitrides in the environment. The most widely utilized gas is carbon dioxide, or a combination of carbon dioxide and argon. Carbon steel, treated steel, magnesium, nickel, copper, silicon bronze, and aluminum are among the materials that can be welded using the GMAW cycle.
What Is Arc Welding? (Transition-cored Arc Welding)
Cored transition Arc welding, like GMAW, is a welding process. It has a constantly looked-after cathode, but instead of a strong wire, it has a cylindrical wire filled with motion. Self-protected and double shield movement cored wire are the two types.
Self-protected employs the transition to shelter the liquid weld puddle without using an exterior gas shield. The liquid weld puddle is secured using the change and an external protective gas. Carbon dioxide and argon/carbon dioxide blends are common protective gases. Even in windy conditions, self-protected cables are appropriate for outdoor use. On the completed weld, the two wires generate a slag covering.
Is Arc Welding Stronger than MIG?
Cored transition Arc welding, like GMAW, is a welding process. It has a constantly looked-after cathode, but instead of a strong wire, it has a cylindrical wire filled with motion. Self-protected and double shield movement cored wire is the two types. Self-protected employs the transition to shelter the liquid weld puddle without using an exterior gas shield. The liquid weld puddle is secured using the change and an external protective gas. Carbon dioxide and argon/carbon dioxide blends are common protective gases. Even in windy conditions, self-protected cables are appropriate for outdoor use. On the completed weld, the two wires generate a slag covering.
Welding a small item would not necessitate a lot of welding power; therefore, the MIG and Stick welders would be tied. Aside from that, MIG comfortably wins the round in terms of accuracy and quickness.
Conclusion
Finally, contemporary welding automation ensures increased efficiency, quality, productivity, and finish. Welding measures have improved many sectors, and their preferences have made welding/manufacturing, particularly arc welding, a growing industry. In any case, quality and security criteria must be followed consistently, and continuous support is required.
Mechanical welding is becoming increasingly popular, and because it is a distinct cycle, the demand for outstanding modern welding companies has never been greater. Contact your local welder/fabricator immediately for additional information if you require modern welding.
For more details on electric ARC welding or electrical components, contact us at ICRFQ. We are the best electrical component manufacturers in China.
If you want to find more Electronic Components Distributors, please check out the following articles:
Electronic Components Distributors In the USA
Electronic Components Distributors In UK
Electronic Components Distributors In China
Electronic Components Distributors In India
Electronic Components Distributors In Singapore
Electronic Components Distributors In Malaysia
Electronic Components Distributors In Vietnam
Electronic Components Distributors In South Korea
- Where to buy IC chips? The Best Guide? - March 26, 2024
- Breaking Down Barriers: Overcoming Obstacles in Cross-Border Electronic Component Trade - March 4, 2024
- Everything You Need to Know About Amplifier IC Chips - March 4, 2024



