
Last Updated on April 10, 2022 by Kevin Chen
Industrial sensors have become critical to enhancing productivity and safety in the production environment as it gets increasingly automated. Industrial sensors, which come in various sizes, shapes, and technologies, serve as the eyes and ears of the new factory floor.
The most widely used are inductive, capacitive, photoelectric, magnetic, and ultrasonic technologies. Because each technology has its advantages and disadvantages, the application’s requirements dictate which technology is utilized. Photoelectric sensors are the subject of this article, which explains what they are, their benefits, and some fundamental operating modes.
Photoelectric sensors are ubiquitous in modern life. They assist in safely controlling garage doors, turning on sink faucets with the wave of a hand, controlling elevators, opening grocery store doors, detecting the winning car at racing events, and much more.
What is a Photoelectric Sensor?
A photoelectric sensor is a type of sensor that detects objects in their range of vision by using light. The sensor’s transmitter emits a light beam, either visible or infrared, into the monitoring region. This beam is usually directed at a target or a reflector module, depending on the model.
A receiver component subsequently collects and interprets the information about what happened to that beam of light on its path from the emitter. The sensor uses this information to identify and report various physical items or numbers’ existence, absence, or distance. In regular use, there are three types of photoelectric sensors. Each type operates differently, but they’re all employed to deliver accurate sensing and detection in various applications and circumstances.
Sensing Modes
Three fundamental ways of target detection are available with photoelectric sensors:
Diffused mode or proximity-sensing mode
The transmitter sends light to the target, reflecting it at various angles. The target is detected when some of the reflected light returns to the receiver. The diffused mode has narrower detection ranges than retro-reflective and thru-beam modes because much of the transmitted energy is wasted due to the target’s angle and ability to reflect light.
The benefit is that no additional equipment is necessary, such as a reflector or a separate receiver. The target’s color, size, and finish affect its reflectivity and, hence, its ability to reflect light back to the sensor’s receiver, impacting the diffused mode sensing range. The influence of the target on the sensing range for diffused mode sensing is shown in the table below.
Diffused Convergent Beam Mode
The diffused mode sensing approach known as convergent beam mode is more efficient. The transmitter lens is focused on an exact position in front of the sensor in convergent beam mode, and the receiver lens is also focused on the same spot. As the focal point, the sensing range is fixed.
The sensor may then detect an object within a certain distance of this focused point, known as the “sensing window.” Objects in front of or behind the sensing window are not detected. The sensitivity adjustment and the target’s reflectance determine the sensing window. Because all of the radiated energy is centered on a single spot, the sensor has a lot of surplus gain, allowing it to detect narrow or low reflectivity targets easily.
Diffused Mode with Background Suppression
Diffused mode sensing with background suppression identifies targets up to a particular “cut-off” distance but ignores things beyond that. This mode also lowers a target’s color sensitivity among the diffused mode modifications. One of the critical benefits of diffused mode with background suppression is disregarding a background object that a regular diffused mode photoelectric sensor may mistakenly identify as a target.
Background suppression can be employed in diffuse mode at a set or variable distance. Technically, background suppression can be achieved in two ways: mechanically or electronically.
Diffused Mode with Mechanical Background Suppression
The photoelectric sensor has two receiving components, one for receiving light from the target and the other for receiving light from the background, which is used for mechanical background suppression. The target is recognized, and the output is enabled when the reflected light at the target receiver is more significant than at the background receiver.
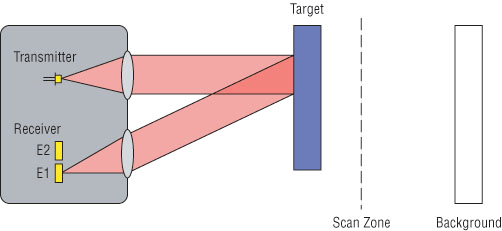
The target is not identified, and the output does not change state when the reflected light at the background receiver is greater than at the target receiver. For variable distance sensors, the focal point is mechanically adjustable.
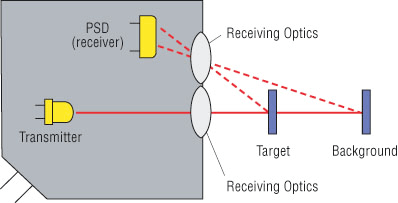
Diffused Mode with Electronic Background Suppression
Instead of mechanical parts, a Position-Sensitive Device (PSD) is employed inside the sensor for electrical background suppression. The transmitter sends forth a laser beam reflected from both the target and the background material at two places on the PSD. To detect whether the output changes state, the sensor assesses the light striking these two places on the PSD and compares this signal to the pre-set value.
Retro-reflective mode
The second primary mode of photoelectric sensing is retro-reflective. The transmitter and receiver are housed together, just like in diffused mode sensing, but the light from the transmitter is reflected the receiver by a reflector. It is detected when the target stops the beam from the photoelectric sensor to the reflector. Due to the reflector’s greater effectiveness than the reflectivity of most targets, the retro-reflective mode often allows for more extensive detection ranges than diffused mode. In retro-reflective mode, the target color and finish do not affect the detecting range as they do in diffused mode.
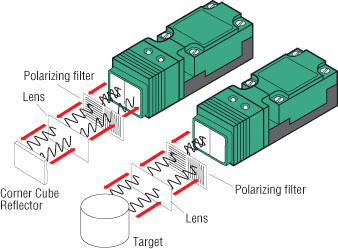
Photoelectric sensors in the retro-reflective mode are available with or without polarization filters. A polarization filter permits only light with a specific phase angle to return to the receiver, allowing the sensor to correctly identify a shiny item as a target rather than a reflector. This is because light reflected from reflectors causes the light phase to shift, whereas light reflected from a glossy object does not.
A corner-cube reflector must be used in conjunction with a polarized retro-reflective photoelectric sensor, a form of reflector capable of correctly returning light energy to the receiver along a parallel axis. Any application with reflecting targets should use polarized retro-reflective sensors. Although non-polarized retro-reflective photoelectric sensors have longer detection ranges than polarized counterparts, they can mistake a shining object for a reflector.
Retro-reflective mode for precise object detection
A retro-reflective mode for precise object detection photoelectric sensor can be used to identify clear objects. These sensors use a low hysteresis circuit to detect minute changes in light that often occur when sensing clear objects. The clear object mode sensor employs polarized filters on both the sensor transmitter and receiver to eliminate erroneous responses produced by reflections off the target.
Retro-reflective mode with foreground suppression
When glossy targets are within a specified distance or dead zone, retro-reflective sensors with foreground suppression will not be mistaken for the reflector. Because a typical retro-reflective mode sensor can mistake the glossy covering for a reflector and not change its state, this mode is ideal for detecting shrink-wrapped pallets. Optical apertures in the sensor enclosure in front of the transmitter and receiver elements form a zone that prevents reflected material from being recognized wrongly.
Thru-beam mode or opposed mode
The transmitter and receiver are housed separately in two housings. The receiver receives the light from the transmitter, and when a target breaks the light beam, the receiver’s output is activated. This mode is the most efficient since it permits photoelectric sensors to have the largest sensing ranges imaginable.
Photoelectric Sensor Types
Depending on the type of sensor, light can be directed straight to the sensor’s receiver, reflector, or both, or to an object and then back to the receiver. As we go through each sensor type, we’ll go over this in greater depth.
Through-Beam Sensor
A transmitter and a receiver must operate a thru-beam or through-beam photoelectric sensor. These are placed on either side of the detected region or object. In most circumstances, this can be a very tiny area or a much larger area.
The transmitter will emit a visible (laser) or infrared light beam in the receiver’s direction. The module can then identify whether or not there is any physical object in the beam’s path.
Through-beam sensors with more specialized uses and features, such as the capacity to isolate objects from their surroundings, are available. Background suppression is the term for this. Background suppression can be highly effective in circumstances where there is a lot of reflection, which makes detecting the true path of a light beam difficult.
Advantages of a through-beam sensor include:
- Consistent and dependable readings over a broad range of operational distances
- Detection of items in a variety of materials, colors, and places
- Changes in the light source and the movement or path of the item being felt will typically have no negative impact on reading accuracy.
A through-beam sensor’s drawbacks can include a more difficult installation process due to the need for wiring on both ends.
Retro-reflective Sensor
Photoelectric Retroreflective Sensors combine the emitter and receiver into a single component. The sensor’s emitter must be pointed at a reflector and aligned for the Retro-reflective Sensor to work. The light must travel from the sensor’s emitter to the reflector and then bounce back to the sensor’s receiver.
Retro-reflective sensor outputs are identical to Through-Beam sensor outputs. If the light is not blocked, the output is on, and if the light is blocked, the output is off. A light-on/dark-on mode selector switch can be added to retro-reflective sensors to control when the sensor’s output goes on.
When compared to Through-Beam sensors, Retro-reflective sensors have a reduced detection range. Instead of going straight to the receiver, the light must travel via a reflector and then back to the sensor.
Some downsides of utilizing a Retro-reflective sensor include installing the sensor with a reflector, the possibility that the sensor’s output will turn on instead of the reflector if the object is shiny, and the light beam is not as focussed as that of a Through-Beam sensor. If the object is gleaming, consider changing the sensor and reflector’s angle to the object.
Diffuse Sensor
The notion that items in the direction of the transmitted beam will reflect a certain amount of light at the sensor is used in a diffuse-reflective or diffuse sensor.
In other words, they function similarly to retro-reflective models, except that they are self-contained and do not require a separate reflecting module. Instead, they measure how much light is reflected after hitting an item. The diffuse sensor does not expect to get any light back in normal detecting mode; when it does, it usually signals an erroneous status.
The following are some of the benefits of diffuse sensors:
- There is a wide range of operational distances available (although it is less common for these types to be used at long range)
- Because the transmitter and receiver are located in the same module, they are simple to attach and adjust.
The diffuse-reflective sensor’s limitations include the fact that the object’s form, color, substance, distance, and several other environmental factors can significantly impact reading reliability. In short, an object must bounce a reasonable amount of light back at the photosensor to be consistently detected.
Photoelectric Sensor Accessories
The bulk of photoelectric sensor accessories is made to improve sensor performance or make mounting, installing, and adjusting different sensor types easier. Power supplies and adaptors are examples of performance-related accessories. At the same time, reflectors, reflective tape, and various types of plastic fibre-optic (or more heavy-duty glass fibre) cable are examples of mounting and installation accessories.
Mounting Brackets
Photoelectric sensor mounting brackets come in various shapes and sizes to fit various sensor models and mounting sites.
Installers can attach different sensors in various places using different mounting brackets; common possibilities include axial, right-angled, and swivel-mount installations. Plastic and plated or stainless steel are popular mounting bracket materials, depending on the type and location of the installation.
Sensor Reflectors & Reflective Tape
Retro-reflective sensors use photoelectric sensor reflectors and reflective tape, which rely on bouncing the light beam back from the transmitter to the receiver. Although many reflector materials are developed for multipurpose detection, different reflector materials can be chosen for higher accuracy in detecting specific sorts of objects.
Physical reflectors are designed to be installed permanently and are often better suited for usage in more demanding industrial applications. Many versions will have a high IP rating and will be built expressly to withstand severe cleaning chemicals and other chemical attacks.
Photoelectric sensor reflective tape is more typically used when the installation is temporary. If the reflector module has to be adjusted or replaced frequently due to various environmental issues, it can be significantly cheaper and more convenient.
Conclusion
Photoelectric sensors are frequently utilized in the manufacturing industry because they offer a wide range of problem-solving options in the industrial sensor market. Photoelectric technology has progressed to the point where a sensor can detect a target with less than 1 mm diameter. Photoelectric sensors are simple to integrate into a wide range of applications.
For more info on Photoelectric Sensor, or purchasing of any electrical component contact us at ICRFQ. We are the best electrical components manufacturers in China.
If you want to find more Electronic Components Distributors, please check out the following articles:
Electronic Components Distributors In the USA
Electronic Components Distributors In UK
Electronic Components Distributors In China
Electronic Components Distributors In India
Electronic Components Distributors In Singapore
Electronic Components Distributors In Malaysia
Electronic Components Distributors In Vietnam
Electronic Components Distributors In South Korea
- Where to buy IC chips? The Best Guide? - March 26, 2024
- Breaking Down Barriers: Overcoming Obstacles in Cross-Border Electronic Component Trade - March 4, 2024
- Everything You Need to Know About Amplifier IC Chips - March 4, 2024



